Wyższa Szkoła Bankowa w Poznaniu Wydział Zamiejscowy w Chorzowie. Techniczne przygotowanie produkcji „Proces produkcji klucza płasko- oczkowego” Logis...
8 downloads
22 Views
832KB Size
Wyższa Szkoła Bankowa w Poznaniu Wydział Zamiejscowy w Chorzowie. Techniczne przygotowanie produkcji
„Proces produkcji klucza płaskooczkowego”
Logistyka w organizacji Gr. 33
SPIS TREŚCI 1. Charakterystyka produktu 1.1 Opis klucza płasko-oczkowego. 1.2 Charakterystyka materiału wykorzystanego w produkcji. 1.3 Rysunek techniczny 1.4 Mapa procesu produkcji.
2. Charakterystyka maszyn 2.1 Przecinarka do metalu MAKTEK S-440R Z CE 2.2 Nagrzewnice typu IKS 2.3 Prasa hydrauliczna PHM 160 A 2.4 Szlifierka taśmowa do metalu - Metallkraft MBSM 100-130 2.5 Wiertarka stołowa Luna MD 20 2.6 Uniwersalna, precyzyjna wiertarko-frezarka - Opti F30 Vario
3. Wydajność gniazd produkcyjnych
1.1 Klucz płasko-oczkowy Produkcję klucza płasko-oczkowego zapoczątkowała produkcja klucza płaskiego. Klucz płaski– narzędzie służące do dokręcania i odkręcania nakrętek i śrub, najczęściej o łbach 6-kątnych. Wśród najczęściej spotykanych kluczy istnieją dwie klasyfikacje: metryczna i calowa. W systemie metrycznym rozmiar klucza odpowiada odległości między szczękami w milimetrach, w systemie calowym odległość ta podawana jest w calach. Różnica między tymi dwoma narzędziami jest niewielka lecz bardzo istotna. Oczko znajdujące się na jednym z końców z frezowanymi 12 zębami ułatwia pracę w ciasnych miejscach.
1.2 Charakterystyka materiału wykorzystanego w produkcji. Materiałem wykorzystywany w produkcji klucza jest stal chromowowanadowa (stal CrV) . Jest to specjalna odmiana stali, stosowana głównie w Europie. Używana do produkcji narzędzi, np. kluczy i wierteł. W przypadku tej odmiany stali jej hartowność zostaje zwiększona poprzez zastosowanie chromu i wanadu jako dodatków stopowych. Wykorzystanie połączenia tych dwóch pierwiastków może także wytwarzać efekty synergiczne, które nie zostały jeszcze kompleksowo zdefiniowane. Chrom gwarantuje odporność stali na korozję, utlenianie, ścieranie i dużą wytrzymałość w wysokiej temperaturze. Dodatek wanadu hamuje wzrost ziaren podczas obróbki termicznej, zwiększając jednocześnie ciągliwość zarówno postaci hartowanej, jak i odpuszczonej. Właściwości stali chromowo-wanadowej są porównywalne ze stalą typu 8650.
Chrom i Wanad Chrom (Cr, łac. chromium) – pierwiastek chemiczny, metal przejściowy z bloku d układu okresowego. Ma 13 izotopów, od 45Cr do 57Cr, z czego trwałe są izotopy 50, 52, 53 i 54. Został odkryty w roku 1797 przez Louisa Nicolasa Vauqellina.
Wanad – pierwiastek chemiczny z grupy metali przejściowych w układzie okresowym. Posiada 11 izotopów z przedziału mas 44–55 oraz izomery jądrowe 50m i 52m. Trwały jest tylko izotop 51 Symbol: V Konfiguracja elektronowa: Ar 3d3 4s2 Liczba atomowa: 23 Odkrycie: 1801 Temperatura topnienia: 1 910 °C Odkrywca: Andrés Manuel del Río Masa atomowa: 50,9415 ± 0,0001 u
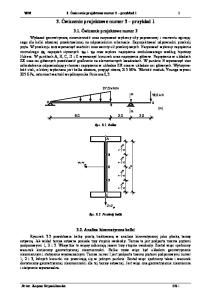
Rysunek techniczny
1.4 Mapa procesu produkcji 1
2
3
4
1. Pobranie z magazynu prętów stali chromowo-wanadowej 2. Transport prętów do podajnika 3. Transport podajnikiem do maszyny tnącej 4. Skrócenie pręta do odpowiedniej długości na tak zwane przedkówki
5
6
7
8
9
5. Transport podajnikiem pociętych prętów do nagrzewnicy indukcyjnej – rozgrzanie elementu do ok. 1000°C 6. Kucie rozgrzanego pręta prasą z matrycą o przybliżonym kształcie klucza 7. Kucie rozgrzanego pręta prasą z matrycą o kształcie końcowym 8. Odkrawanie resztek materiału prasą z odpowiednia matrycą tnącą 9. Ochładzanie klucza przed kolejnym etapem
10. Kontrola wykutych kluczy
10
11
T 12
13
14
N
11. Proces decyzyjny: Tak – 12, Nie – 32 (składowanie odpadów) 12. Transport produktu na kolejne stanowisko
32
13. Ręczna obróbka klucza na szlifierce taśmowej (usuwanie ostrych krawędzi) 14. Transport podajnikiem taśmowym oszlifowanego klucza 32. Składowanie odpadów
16
16. Ułożenie klucza do prasy wybijającej nazwę producenta i średnice roboczą
17
17. Transport w koszach produktów na kolejne stanowisko 18. Nawiercenie otworu w "oczku" roboczym klucza
18
19
19 Frezowanie w "oczku" zębów umożliwiających umocowanie klucza na śrubie o odpowiednim rozmiarze i prace w ciasnych miejscach
20
20. Frezowanie w płaskiej części klucza szczeliny o odpowiednim rozmiarze
21
21. Transport produktów na kolejny etap obróbki
22
22. Ręczne szlifowanie płaskiej części roboczej klucza na szlifierce taśmowej
23
23. Hartowanie produktu w piecu
24
24. Odpuszczanie produktów
25
26
27
25. Transport kluczy do polerki z kamieniami ceramicznymi 26. Polerowanie i usuwanie rys i nierówności 27. Transport do stanowiska chromowania
28
28. Chromowanie klucza
29
29. Kontrola gotowego produktu
30
30. Proces decyzyjny: Tak – 31, Nie – 32.
T
N 31
31. Magazyn składowy
32
Hartowanie Hartowanie – rodzaj obróbki cieplnej materiału polegający na nagrzaniu danego materiału do odpowiedniej temperatury zwanej temperaturą hartowania, wytrzymaniu w tej temperaturze przez czas konieczny do przebudowy struktury wewnętrznej materiału (głównie przemian fazowych) oraz następnym odpowiednio szybkim schłodzeniu. Po tak przeprowadzonym zabiegu w materiale powstają lokalne koncentracje naprężeń powodujące zwykle wzrost własności wytrzymałościowych: twardości, wytrzymałości, granicy plastyczności i sprężystości oraz odporności na ścieranie kosztem wzrostu kruchości oraz spadku plastyczności i wydłużenia
Odpuszczanie Odpuszczanie – rodzaj obróbki cieplnej, której poddawana jest stal wcześniej zahartowana. Celem odpuszczania jest usunięcie naprężeń hartowniczych oraz zmiana własności fizycznych zahartowanej stali, a przede wszystkim zmniejszenie twardości, a podniesienie udarności zahartowanej stali. Odpuszczanie polega na rozgrzaniu zahartowanego wcześniej przedmiotu do temperatury w granicach 150 do 650 °C, przetrzymywaniu w tej temperaturze przez pewien czas, a następnie schłodzeniu. W czasie odpuszczania całość lub część martenzytu zawartego w zahartowanej stali rozpada się, wydzielając bardzo drobne ziarna cementytu, tworząc fazy noszące nazwy: „martenzyt odpuszczania”, sorbitem odpuszczania” i „troostyt odpuszczania”.
CHARAKTERYSTYKA MASZYN • Przecinarka do metalu MAKTEK S-440R Z CE
• • • • • • • • •
Ramię przecinarki wykonane z jednolitego odlewu żeliwnego wraz z zastosowaniem taśmy tnącej 34 mm umożliwia w pełni wykonywanie cięć zarówno profili jak i pełnych materiałów. W przecinarce taśmowej zastosowano opuszczanie i podnoszenie ramienia hydrauliczne. Rodzaj: Półautomat Maksymalna średnica cięcia: ø 450 Podnoszenie ramienia: Hydrauliczne Opuszczanie ramienia: Hydrauliczne Przesuw taśmy: Falownik - płynna regulacja od 20 do 90 m/min. Cięcie pod kątem: W lewo 45°, 60°. W prawo 45°, 60° Imadło: Hydrauliczne
Nagrzewnice typu IKS Nagrzewnice typu IKS służą do nagrzewania małych bloczków o średnicy do 80 mm i długości do 250 mm. W zależności od typu wzbudnika można nagrzewać stal lub mosiądz. Budowane są w wersji kompaktowej, tzn. wszystkie podzespoły umieszczone są na wspólnej ramie. Wyposażenie elektryczne zabudowane jest w pyłoszczelnej szafie nagrzewnicy. Po ustawieniu urządzenia na miejscu i podłączeniu mediów nagrzewnica gotowa jest do pracy. Transport bloczków od wywrotnicy skrzyń do układu segregacji w zależności od temperatury bloczków jest w pełni automatyczny.
Prasa hydrauliczna PHM 160 A Prasa Hydrauliczna PHM 160 A z dolnym wyrzutnikiem hydraulicznym została wyprodukowana przez Żywiecką Fabrykę Maszyn Żywcu. Prasa hydrauliczna PHM 160A przeznaczona jest głównie do prasowania na gorąco wyrobów z tworzyw termoreaktywnych sposobem przetłokowym lub tłocznym. Maszynę można wykorzystywać również do tłoczenia detali z metalu. Prasa składa się z dwóch zasadniczych zespołów: prasy właściwej i szafy aparatów hydraulicznych. Korpus prasy jest konstrukcją spawaną z blach stalowych. Cylindry i stoły wykonane są z odlewu staliwnego. Gładzie cylindrów są honowane. Cztery stałe prowadnice zapewniają prowadzenie stołu ruchomego.
Prasa hydrauliczna PHM 160 A Parametry techniczne prasy PHM 160A: Tłok górny, prasujący: -największa siła zamykania: 160t, -największa siła odrywania: 80t, -skok: 500mm, Szybkość tłoka górnego: -szybkość tłoka górnego przy opuszczaniu: 62mm/s, -szybkość tłoka górnego przy powrocie: 62mm/s, -szybkość tłoka górnego przy prasowaniu: 2mm/s, Tłok dolny, wyrzutnik: -największa siła przetłoku: 50t, -największa siła powrotu: 19t, -skok: 250mm, Szybkość tłoka dolnego: -szybkość prasowania: 7mm/s, -szybkość ruchu jałowego (wyrzutnika): 100mm/s, -szybkość cofania: 100mm/s, Największe ciśnienie robocze: -na stopniu niskim: 22kG/cm2, -na stopniu wysokim: 320kG/cm2, Wymiary stołu: 800x800mm, Największy prześwit między stołami: 1000mm, Moc silnika napędowego: 5,5kW, Wymiary gabarytowe: 1762x940x3290mm, Ciężar netto: 4310kg.
Szlifierka taśmowa do metalu - Metallkraft MBSM 100-130 seryjnie wyposażona 2 króćce odciągowe, szlifierka taśmowa do szlifowania powierzchni, krawędzi i zaokrągleń mocny silnik i bezwibracyjna praca zapewniają najlepsza jakość szlifowania mit wegklappbarer Schutzscheibe szybka wymiana taśmy szlifującej dzięki systemowi szybkiego napinania duża powierzchnia szlifowania dzięki składanej górnej obudowie możliwość pracy z odciągiem lub bez możliwość szlifowania długich elementów po ściągnięciu obudowy łatwa regulacja taśmy dzięki śrubie do ustawiania automatyczne napinanie taśmy szlifującej poprzez sprężynowy system napinania
Dane techniczne: Szer. szlifowania 100 mm Prędkość taśmy 19 m/s Moc silnika 50 Hz 1.5 kW /230 V Wymiary taśmy w mm 100 x 1220 Ø koła kontaktowego 130 mm Ø odciągu 73 mm Wymiary w mm 690 x 390 x 360 Waga 37 kg
Wiertarka stołowa Luna MD 20 Wiertarka z płynną regulacją prędkości obrotowej i wyświetlaczem pokazującym aktualną prędkość. Przeznaczone dla rzemieślników i do mniejszych warsztatów przemysłowych. Dostarczane z uchwytem szybkomocującym, osłoną uchwytu i wyłącznikiem awaryjnym. Dane techniczne: Model: Stołowa Wersja: Ręczna Wiercenie w stali, śr. otw. do: 20 mm Stożek wrzeciona: MK3 Skok wrzeciona: 85 mm Obroty wrzeciona (reg. płynna): 190-1900 obr/min Średn. kolumny: 80 mm Odległość oś wrzeciona-kolumna: 190 mm Maks. odl. koniec wrzeciona-stół: 450 mm Min. odl. koniec wrzeciona-stół: 80 mm Wymiary stołu: 350x250 mm Szer. rowków T: 12 mm Maks. odl. koniec wrzec.-płyta podstawy: 630 mm Płaszczyzna rob. podstawy, obrobiona: 550x350 mm Rozstaw rowków T (oś-oś): 15 mm Napięcie zasil.: 230 V 1-faz. 50 Hz Moc silnika: 2.25 kW Wysokość: 1060 mm0 Prąd znamionowy: 17 A Masa: 96 kg
Uniwersalna, precyzyjna wiertarko-frezarka Opti F30 Vario Dane techniczny
Opti F30 Vario Numer katalogowy 301 3303 Moc silnika 1,5 kW ~ 50 Hz Średnica wiercenia w stali maks. 32 mm Średnica freza czołowego maks. 76 mm Średnica freza trzpieniowego maks. 20 mm Odległość osi wrzeciona od kolumny 205 mm System mocowania we wrzecionie MT3 Wysuw tulei wrzeciona 130 mm Trzpień mocujący M12 Skręt głowicy 360o Ilość zakresów obrotów wrzeciona 12 zakresów Przesuw Z 465 mm Zakres obrotów niskich 125 - 2500 obr./min Zakres obrotów wysokich 35 - 3300 obr./min Długość stołu krzyżowego 730 mm Szerokość stołu krzyżowego 210 mm Przesuw Y 185 mm Przesuw X 430 mm Wymiar rowka teowego 16 mm Rozstaw / ilość rowków teowych 45 mm/4 Średnica kolumny 115 mm Wymiary urządzenia (dł. x sz. x wys.) 1140 x 1100 x 1100 mm Waga 275 kg
3. Wydajność gniazd produkcyjnych Etap 1. Cięcie pręta. Z pręta o długości 2000mm otrzymamy 10 kawałków po 200mm. Z każdego kawałka można wykuć 1 klucz płasko-oczkowy. Ciecie trwa ok. 30s. Etap 2. Nagrzewanie pręta w nagrzewnicy indukcyjnej trwa ok. 10s. We wnętrzu nagrzewnicy jednocześnie mieszczą się3 pręty. Etap 3. Kucie. Do prasy podgrzane pręty pojedynczo wkładane są kolejno do 3 matryc. Gdy pierwszy pręt zostanie przeniesiony do drugiej matrycy do pierwszej wkładany jest kolejny pręt. Czas kucia jednej sztuki zajmuje 10s. Etap 4. Szlifowanie ręczne wykutego klucza. Czas trwania tego procesu to 10s. Etap 5. Nawiercanie otworu i frezowanie kształtu gwiazdki w oczku roboczym klucza. Proces ten trwa ok. 15s. Etap 6. Frezowanie szczeliny w otwartej części roboczej klucza. W jednym momencie można frezować 5 szt. Proces ten trwa 20s. Etap 7. Szlifowanie ręczne płaskiej części roboczej, czas trwania to 10s. Etap 8. Hartowanie i Odpuszczanie – procesy te zajmują 2min. W jednym momencie można poddać tym procesom 50szt. Etap 9. Polerowanie (usuwanie rys) produktu trwa 8h. Etap 10. Chromowanie i mycie – czas trwania 4h (chromowanie jest procesem wieloetapowym, na każdym etapie można umieścić ok. 20 elementów). Między każdym z etapów następuje transport – całkowity jego czas to ok. 1min. Całkowity czas wyprodukowania 1 klucza wynosi: 724min i 15s. (ok. 12.5 h)