2016-05-11 1 Systemy zarządzania produkcją „TECHNIKI JAPOŃSKIE” Japoński model zarządzania przedsiębiorstwem INNOWACJA DOSKONALENIE SYSTEMU (KAIZEN) U...
9 downloads
26 Views
1MB Size
2016-05-11
Systemy zarządzania produkcją „TECHNIKI JAPOŃSKIE”
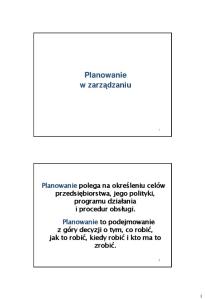
Japoński model zarządzania przedsiębiorstwem 100 [%]
POŚWIĘCONY CZAS
80
60
UTRZYMANIE SYSTEMU OPERATION
DOSKONALENIE SYSTEMU (KAIZEN)
40
20
INNOWACJA 0
ROBOTNICY
PERSONEL NADZORU
ŚREDNI SZCZEBEL NACZELNE ZARZĄDZANIA KIEROWNICTWO
1
2016-05-11
Charakterystyka typowego (klasycznego) japońskiego modelu zarządzania dożywotnie zatrudnienie (do połowy lat 90-tych) system starszeństwa (w wysokości płac) zminimalizowanie rozbieżności statusu materialnego (mniejsza zawiść = lepszy kontakt międzyludzki) praca zespołowa (szeroka specjalizacja, silna eksploatacja kapitału ludzkiego, bardzo silna motywacja w zespole) pełna lojalność i identyfikacja z firmą
Typowy model kontroli w japońskim zespole produkcyjnym
2
2016-05-11
METODA KAIZEN • • • • • • • • • • • • • • • •
Orientacja na klienta Total Quality Control (TQC) Robotyzacja Koła jakości (QC) System sugestii Automatyzacja Dyscyplina w miejscu pracy Total Quality Maintenance (TPM) Kanban Doskonalenie jakości Just In Time (JIT) Zero defektów Praca w małych zespołach Współpraca miedzy różnymi szczeblami organizacji Wzrost produktywności Rozwój nowych produktów
KAIZEN (czyli „dobra zmiana” jest słowem pochodzącym z języka japońskiego KAI w języku japońskim oznacza - zmiana, ZEN – lepiej Oznacza
stopniowe
ulepszenie,
i
podnoszenie
uporządkowane wartości,
oraz
poprawę,
ciągłe postęp,
udoskonalenie. Kiedy KAIZEN stosujemy w miejscu pracy, oznacza to ciągłe doskonalenie się wszystkich pracowników firmy, w tym naczelnego kierownictwa, średniego i niższego poziomu zarządzania jak i szeregowych pracowników.
3
2016-05-11
Zgodnie z koncepcją KAIZEN trzy funkcje muszą mieć miejsce równocześnie w organizacji: 1.
Utrzymanie stanu obecnego na teraz - zachowanie obecnego stanu w zakresie procedur i standardów
2.
KAIZEN - mały krok zrobiony w kierunku ciągłego udoskonalania organizacji. KAIZEN powinien być wdrożony w życie przez kierownictwo niskiego i średniego szczebla, ale z poparciem zarządu organizacji. Zarząd organizacji odpowiedzialny jest za rozwijanie odpowiedniego klimatu i kultury w organizacji.
3.
Innowacja - przełomowe inicjatywy inspirowane przez zarząd organizacji, kupowanie nowych maszyn i wyposażenia, odkrywanie nowych rynków, zmiana strategii, bezpośrednio kierowane przez organizację badania i rozwój (R&D) itd.
Lp.
Element
Kaizen
Innowacje
1
Efekt
Długotrwały, lecz nie ma charakteru przełomowego
Krótkoterminowy o charakterze przełomowym
2
Kroki
Małe kroki
Duże kroki
3
Ramy czasowe
Ciągłe działanie o stopniowo narastających efektach
Działanie incydentalne o nagłym efekcie
4
Zmiana
Stopniowa i ciągła
Nagła i jednorazowa
5
Zaangażowanie
Wszyscy
Kilku wybranych „liderów”
6
Podejście
Wysiłek zespołu, podejście systemowe Indywidualne idee i działania
7
Metody pracy
Utrzymanie i doskonalenie
„Gaszenie pożaru” i przebudowa
8
Idee
Konwencjonalne know-how i tradycyjna technologia
Wykorzystanie przełomu technologicznego, nowych wynalazków i teorii
9
Wymagania praktyczne
Wymaga niewielkich inwestycji, lecz olbrzymiego wysiłku do utrzymania
Wymaga wielkich inwestycji, lecz niewielkiego wysiłku do utrzymania
10
Orientacja
Na ludzi
Na technologię
11
Kryteria oceny
Procesy i zaangażowanie w osiąganie lepszych rezultatów
Wyniki bezpośrednio wpływające na zyski
12
Wykorzystanie
Dobrze funkcjonuje w stabilnie rozwijającej się gospodarce
Lepiej funkcjonuje w szybko rozwijającej się gospodarce
4
2016-05-11
Innowacje wspierane przez Kaizen
5
2016-05-11
Podstawowe pojęcia i techniki KAIZEN 5 razy "Dlaczego?" - Podstawowa dla KAIZEN i jednocześnie najprostsza technika organizatorska, ujmowana w haśle "Gdy trafisz na problem, 5 razy zapytaj dlaczego?'", a w domyśle pytaj tak długo, aż znajdziesz przyczynę najgłębszą problemu (ang. root cause). Praktyki 5S (pierwotnie 4S) - system praktyk porządkowania miejsca pracy. Wprowadzenie ich w przedsiębiorstwie zwiększa zaangażowanie pracowników na rzecz doskonalenia procesów. Są one także wykorzystywane jako fundament tzw. kompleksowych systemów zarządzania (najczęściej TPM – total productive maintenance). Akronim pochodzi od pierwszych liter pięciu słów japońskich.
Redukcją każdej z 7 rodzajów strat produkcyjnych (jap. Muda) - podstawowa klasyfikacja strat produkcyjnych wg przyczyn. Są to straty wynikające: 1) 2) 3) 4) 5) 6) 7)
z nadmiernych zapasów, z nadprodukcji, z oczekiwania, z transportowania, z procesu przetwarzania, ze zbędnych ruchów, z wad produktów.
Dodaje się do nich też straty wynikające ze zmian i przezbrajania, z braku gospodarności oraz z nieporozumień i błędów w instruowaniu.
6
2016-05-11
7 narzędzi kontroli jakości – zestaw metod rejestracji i analizy danych. Do zestawu najczęściej należą: lista kontrolna, diagram Pareto, wykres przyczyny-skutki (tzw. wykres Ishikawy albo "rybi szkielet"), histogramy, schematy (bądź arkusz zbiorczy), wykres rozproszony (punktowy) oraz karta kontrolna, najczęściej z wykresem „średnia-odch.std.” Andon - tablica świetlna wskazująca stanowisko (pracownika), na którym został zauważony defekt produktu. Sygnał o defekcie daje pracownik, który zauważył defekt. Związane jest z tym tzw. kontrolne zatrzymanie procesu (jidoka).
5S Jest to metoda SYSTEMATYCZNEGO uczenia się dyscypliny, standaryzacji i dążenia do perfekcji pracowników liniowych (celem jest zwiększanie produktywności).
• • • •
Miejsce na wszystko i wszystko na swoim miejscu Tylko to co jest potrzebne Wtedy kiedy jest potrzebne Tam gdzie jest potrzebne
7
2016-05-11
Etapy 5S 1. SELEKCJA - Wyrzuć co niepotrzebne 2. SYSTEMATYKA stanowiska pracy
–
Zorganizuj
przestrzeń
3. SPRZĄTANIE – Posprzątaj stanowisko pracy. Powtarzaj to codziennie 4. STANDARYZACJA - Tworzymy standardy dla 3S 5. SAMODYSCYPLINA – Realizuj zasady 5S i ciągle je doskonal
5S SEIRI
SEITON
Definicja Posortowanie rzeczy na potrzebne i niepotrzebne. Usunięcie rzeczy niepotrzebnych. Właściwe ułożenie wszystkich rzeczy potrzebnych do sprawniejszego użytku.
Usprawnienie - zmniejszenie zapasów, - lepsze wykorzystanie powierzchni roboczej, - zapobieganie zagubieniu przedmiotów - skrócenie czasu poszukiwania rzeczy potrzebnych, - poprawa bezpieczeństwa pracy
SEISO
Usunięcie brudu, zanieczyszczeń z miejsca pracy.
- utrzymanie i poprawa sprawności maszyn, - łatwość oceny stanu miejsca pracy, - ochrona środowiska.
SEIKETSU
Utrzymywanie schludnych i czystych warunków w miejscu pracy.
- poprawa jakości pracy, - eliminacja przyczyn wypadków,
SHITSUKE
Przestrzeganie wszelkich zasad w miejscu pracy
- zmniejszenie liczby pomyłek wynikających z nieuwagi, - przestrzeganie przyjętych procedur, - poprawa stosunków międzyludzkich.
8
2016-05-11
System 5S pozwala na: zwiększenie wydajności pracy, zmniejszenie awaryjności maszyn, podniesienie jakości produktów, obniżkę kosztów produkcji poprzez efektywniejsze wykorzystanie zasobów, podniesienie kwalifikacji całej załogi. 5S umożliwia ciągłe doskonalenie systemów produkcji i jest podstawą wprowadzania dalszych narzędzi Lean Manufacturing, takich jak Kaizen, SMED czy TPM.
Jak wdrażać praktykę 5S: 1) Wybór obszaru. Należy najpierw wybrać obszar, w którym efekt działań będzie najbardziej widoczny. Często w pierwszej kolejności pracami obejmuje się pomieszczenia pracownicze. 2)
Wykonać fotografie miejsc, które wymagają uporządkowania. Zdjęcia takie zostaną wykorzystane do pokazania pozytywnych przemian zachodzących w danym miejscu.
3) Przeprowadzić akcje kolorowych etykiet. Chodzi tu o oznaczenie rzeczy niepotrzebnych za pomocą specjalnie przygotowanych kolorowych przywieszek, naklejek, etykiet.
9
2016-05-11
4) Starannie oczyścić miejsca zwolnione. Jest to podstawa do późniejszego utrzymywania tych miejsc w czystości. 5) Wprowadzić specjalne oznaczenia np. dla dróg komunikacyjnych, miejsc niebezpiecznych, instalacji, pomieszczeń socjalnych, pojemników na wyroby (spełnić to może jednocześnie funkcję Poka-Yoke). Ma to głównie na celu poprawę bezpieczeństwa i ułatwienie pracy poprzez odpowiednie skojarzenia. 6) Wprowadzić system identyfikacji wszystkich miejsc w przedsiębiorstwie; każde miejsce w przedsiębiorstwie powinno mieć swój jednoznaczny „adres”.
7) Ułożyć wszystkie rzeczy do łatwego wykorzystania aby: łatwo dostrzec, łatwo pobrać do użytku, łatwo odłożyć na miejsce po wykorzystaniu. 8) Wprowadzić oznakowanie regałów, półek itp. jako powierzchni odkładczych z zaznaczeniem dopuszczalnych ilości minimalnych i maksymalnych. 9) Przeprowadzić generalne czyszczenie narzędzi, maszyn, pomocy. 10) Dokonać podziału zadań utrzymania czystości maszyn i urządzeń oraz miejsc pracy pomiędzy pracowników, tam gdzie to wskazane – określić sposoby czyszczenia.
11) Umieścić przybory do utrzymania czystości w miejscach wygodnych do ich użycia.
10
2016-05-11
12) Zainicjować wspólne działania i wzajemną pomoc pracowników przy czyszczeniu i porządkowaniu; wskazane jest rozpocząć od pomieszczeń socjalnych, gdyż pracownik przebierający się bądź spożywający posiłki w nieprzyjemnym otoczeniu nie zaakceptuje potrzeby utrzymania porządku na stanowisku pracy. 13) Przygotować przy udziale pracowników i wprowadzić do ciągłego wykorzystania listy pytań kontrolnych. 14) Wprowadzić konstruktywny krytycyzm i egzekwowanie przez nadzór przestrzegania zasad, porządku, czystości jako pierwszy krok w wytworzeniu pożądanych nawyków. Należy zrobić wszystko by uwagi krytyczne nie były traktowane jako forma ataku personalnego.
Koła jakości Koła jakości to 8-10-cio osobowe zespoły składające się z dobrowolnie przystępujących doń robotników, spotykających się regularnie w celu rozwiązywania bieżących problemów lub znajdowania usprawnień. Członkowie kół jakości przechodzą szkolenia w zakresie metodyki rozwiązywania problemów i posługiwania się metodami statystycznymi. Szacuje się, że około 15% wszystkich pracujących w Japonii uczestniczy w pracach kół jakości.
11
2016-05-11
Pomimo prób powielania wzoru japońskich kół jakości w USA i Europie nie sprawdziły się one w takim stopniu jakiego oczekiwano. Przyczyn tego upatruje się głównie w odrębnościach kulturowych (japońskie systemy kształcenia kładą nacisk na harmonię i pracę zespołową, zachodnie kreują indywidualną inicjatywę i zdolności twórcze)
Just-in-time Jedna z technik stosowana w zarządzaniu przez jakość dotycząca produkcji. JIT czyli wszystko "dokładnie na czas". Istotą jest sprowadzanie części składowych dokładnie w momencie, kiedy mogą być użyte do produkcji. Obejmuje całkowite wyeliminowanie marnotrawstwa i absolutną minimalizację kosztów zapasów na każdym etapie produkcji, Główna korzyść związaną z JIT jest redukcja czasu realizacji do minimum, co przynosi istotne oszczędności związane z utrzymywaniem zapasów.
12
2016-05-11
Ze względu na swą czułość na wadliwą produkcję, JIT korzysta z metod statystycznego (SPC – statistical process control, statystyczna karta produkcji) i całkowicie zintegrowanego komputerowo (CIM-CIP) sterowania produkcją. Wadliwość produkcji nie powinna przekraczać 100 ppm (części na milion), czyli ok. 0.01 %
Elementy strategii JIT elastyczność w określaniu wielkości serii – kolejna operacja “steruje” wielkością produkcji operacji poprzedzającej, redukcja czasów przestawienia procesu – pracownicy z sąsiednich stanowisk pomagają w “przezbrajaniu” urządzeń, wdrożenie zasad TQM – szczególnie istotne jest tu przyjęcie modelu odbiorcy i klienta wewnętrznego, dążenie do eliminacji błędów, stosowanie technik statystycznego sterowania procesami, elastyczność procesu produkcyjnego (JIT tylko w EPS), uproszczenie procedur zaopatrzeniowych – niezwykle istotne jest ustanowienie ścisłych związków w łańcuchu dostaw, wzajemne zaufanie, pełna znajomość wzajemnych możliwości
13
2016-05-11
Pełna realizacja idei just-in-time musi więc dotyczyć wszystkich dostawców i odbiorców oraz obejmować:
działania eliminujące pośrednie punkty składowania, realizacją dostaw bezpośrednio na linię produkcyjną, lokalizację dostawców w pobliżu miejsca odbiorcy, wysoką częstotliwość dostaw, udoskonalenia przepływu informacji.
W systemie JIT należy dążyć do osiągnięcia następujących warunków: zaprojektowanie produktu łatwego do wytwarzania i wygodnego w obrocie logistycznym, zapewnienie bardzo wysokiej jakości produktów, zapewnienie określonego poziomu produkcji, zapewnienie krótkiego czasu przezbrajania maszyn, zapewnienie zdolności eliminacji pojawiających się zakłóceń, dążenie do standaryzacji produkcji, zapewnienie elastyczności systemu produkcji, koncentracja produkcji na wąskim asortymencie wyrobów.
14
2016-05-11
Funkcja Ustalanie jednorazowych dostaw
Just-in-time Małe ilości, częste dostawy
System tradycyjny Duże partie dostaw, mniejsza liczba dostaw
Długookresowa współpraca, pojedyncze źródło zakupu
Krótkookresowa współpraca, wiele źródeł dostaw
Ocena dostawcy
Kryterium jakości i ceny, nie są akceptowane żadne braki jakościowe
Akceptowany poziom braków, np. 2 %
Kontrola dostawcy
Stopniowo redukowana, do całkowitej eliminacji
Pełna kontrola ilościowojakościowa każdej dostawy
Negocjacje handlowe
Długookresowe z głównym priorytetem jakości i ceny
Kryterium niskiej ceny
Dostawcy
Dokładania na czas, według wyznaczonego harmonogramu; możliwość operatywnych zmian czasu i wielkości dostawy
Dostawy według harmonogramu z opcją minimalizowania kosztów; operatywna zmiana warunków dostaw wymaga formalnych uzgodnień
Dokumentacja dostaw
Maksymalnie możliwie uproszczona
Rozbudowana (pełna)
Pakowanie
Małe standaryzowane kontenery, które mieszczą stałą, pożądana ilość dóbr
Opakowanie fabryczne i standaryzowane opakowania zbiorcze
Wybór dostawcy
Najczęściej największym beneficjentem systemu JIT jest odbiorca produktu długookresowe zaopatrzenia
korzystne
kontrakty
w
obszarze
krótsze stabilne cykle realizacji zamówień, wysoka kontrola nad procesem zakupów, poprawa jakości logistycznej obsługi, współpraca z mniejszą liczbą dostawców, gwarancje co do jakości otrzymywanych dóbr, rezygnacja lub ograniczenie roli kontroli dostaw, usprawnienie rozliczeń, eliminacja wielkich, kłopotliwych dostaw, zmniejszenie czasu potrzebnego do wykonania produktu.
15
2016-05-11
Słabą strona systemu JIT jest brak elastyczności. Nie sprawdza się ona przy nieregularnych zamówieniach, produkcji na małą skalę czy wykorzystaniu specjalnie zamówionych materiałów. Firmy stosujące JIT wskazują ponadto następujące problemy: konieczność zainwestowania ogromnych środków, długi czas wdrażania i oczekiwania na korzyści, utrzymanie perfekcyjnej jakości i pełna zależność od niej, niechęć dostawców do tej koncepcji, zmiany zapotrzebowania klientów, uwzględnienie wielu wariantów produkcji, trudności w dziedzinie współpracy i budowania zaufania, zawodność przepływu informacji, znaczące zwiększenie stresu wśród załogi.
KANBAN z jęz. japońskiego: KAN => karta
BAN => sygnał
metoda opracowana w 1947 r. w Japonii przez Toyotę decentralna koncepcja zarządzania produkcją system planowania i sterowania przepływem produkcji, wspomagający funkcjonowanie JIT odwrotny przepływ towarów i informacji produkcja „na zlecenie”
16
2016-05-11
Polega na zaplanowaniu procesu w taki sposób, aby każda komórka organizacyjna, która bierze w nim udział, wytworzyła ilość produktów właściwą w danym momencie. Każdy nadmiar pojawiający się w procesie, traktowany jest jako błąd krytyczny. Ponieważ kanban stosowany jest w miejscu produkcji, pozwala na bezpośrednią redukcję nadwyżek w trakcie jej trwania. Kanban charakteryzuje się wykorzystaniem tak zwanych kart kanban (umieszczanych na pojemnikach z materiałami), które pełnia role zlecenia produkcyjnego i przekazują informacje o przepływie materiałów. Karta taka jest informacją dla odpowiedniej jednostki o wyczerpaniu się produktu. Następnie jednostka, do której trafia informacja dba o uzupełnienie tych braków.
17
2016-05-11
18
2016-05-11
KANBAN Prosty system kanban Pełny pojemnik i karta Knban
Stanowisko 1
Pełne pojemniki
Pełne pojemniki
Puste pojemniki
Puste pojemniki
Stanowisko 2
Puste pojemniki i karta Kanban
Przepływ produktów
19
2016-05-11
System kanban z użyciem dwóch kart Pełne pojemniki z etykietą Kanban-produkcja
Pełne pojemniki z etykietą Kanban-transport
Pełne Puste pojemniki pojemniki
Pełne pojemniki
Stanowisko 1
Magazyn produkcji w toku
Stanowisko 2
Puste Pełne pojemniki pojemniki
Puste pojemniki
Puste pojemniki z etykietą Kanban-produkcja
Puste pojemniki z etykietą Kanban-transport Przepływ produktów
Reguły KANBAN • Adresat materiału nie może: - wymagać więcej materiału niż potrzebuje - przedwcześnie zamawiać materiał • Nadawca materiału nie może: - produkować więcej części niż zostało zamówionych - produkować części przed otrzymaniem zamówienia - dostarczać wadliwych części • Centrala: - powinna dbać o równorzędną wydajność produkcji poszczególnych stopni produkcji - nie może wydawać więcej kart KANBAN niż to konieczne
20
2016-05-11
Poka - Yoke System Poka-Yoke został opracowany i rozwinięty w firmie Toyota. Polega on na zaopatrzeniu wykonawców w odpowiednie techniki i metody pracy tak, aby wykonywali pracę w jeden możliwy sposób -prawidłowy. System ten nazywany jest przewrotnie uodpornieniem na głupotę czy bezmyślność. Przykładowo osoba montująca podzespoły korzysta każdorazowo ze specjalnego pojemnika, w którym znajduje się odpowiednia liczba elementów. Zapobiega to przeoczeniu przy montażu jakiegoś złącza a przez to wadom wyrobu.
21














![wyklad 6 rozwoj [tryb zgodnosci]](https://docer.tips/img/300x300/wyklad-6-rozwoj-tryb-zgodnosci_5a7eab0ed64ab26020daf338.jpg)























